Cодержание:
Станки циркулярного типа относятся к классу специализированных обрабатывающих механизмов, без которых не обходится ни одна хорошо оснащённая домашняя мастерская.
Особо актуален этот образец деревообрабатывающей техники в условиях загородного дома и дачного хозяйства.
При оценке возможностей приобретения готового оборудования вы столкнётесь с рядом проблем, связанных с неудобством обращения с дешёвыми автономными циркулярными пилами и слишком высокой стоимостью профессиональной обрабатывающей техники.
Единственно правильный подход к решению этой проблемы – это сделать циркулярный станок своими руками, воспользовавшись материалами и оборудованием, поступающими в свободную продажу.
Обратите внимание! В целях экономии в малогабаритных моделях станков в качестве режущего инструмента чаще всего используется автономная циркулярная пила, которая жёстко крепится на станине.
С помощью самодельного станка вы сможете пилить доски, остругивать горбыль, а также изготавливать бруски нужного вам сечения.
При желании можно будет заметно расширить функциональность вашего изделия, предусмотрев в нём возможность обработки древесины с помощью электрического рубанка.
Требования к конструкции
Перед началом работ необходимо будет подготовить небольшой эскиз, на котором должны указываться не только расположение всех конструктивных элементов будущего станка, но и их основные размеры. При прорисовке такого эскиза следует принимать во внимание, что ваш циркулярный станок может состоять из следующих функциональных узлов:
- станины, служащей основанием всего изделия;
- столешницы с установленным на ней промышленным образцом ручной циркулярной пилы;
- выносного пульта управления включением и выключением исполнительного механизма (циркулярной пилы).
Малогабаритный циркулярный станок настольного типа
Указанный состав станка характерен для малогабаритных изделий на деревянной станине. Для капитального оборудования, изготавливаемого на основе металлических профилей (уголков) его схема имеет несколько иной вид. В состав такого изделия должны входить следующие элементы:
- основание из стальных рам и кронштейнов, на которых в подшипниковых парах монтируется вал с приводным шкивом;
- столешница с прорезями для обрабатывающего полотна, устанавливаемая поверх металлической рамы и жестко закрепляемая на ней;
- комплект специального приводного электрооборудования, размещаемого в нижней части станины и обеспечивающего требуемую функциональность устройства (в него входят электродвигатель, пусковое устройство и трансформатор-преобразователь).
Основное требование, предъявляемое к любым типам станин – это обеспечение максимальной надёжности и устойчивости конструкции. В качестве вариантов исполнения станочного основания нами будут рассмотрены как каркасы из металлических профилей (уголков), так и несущие конструкции из дерева.
При ознакомлении с требованиями к электрооборудованию самодельного станка, прежде всего, следует определиться с мощностью привода режущего инструмента (или автономной пилы), которая для бытовых условий не должна превышать значения 850 Ватт.

Стационарный циркулярный станок
Помимо этого, перед подготовкой эскиза будущего изделия должны быть учтены такие технические характеристики используемого оборудования, как:
- Глубина реза, задающая допустимую толщину заготовок древесины, подлежащих обработке на вашем станке. Этот показатель для промышленных образцов деревообрабатывающего оборудования колеблется в пределах 5 — 8 см, чего вполне достаточно для распила стандартных досок и толстой фанеры.
Дополнительна информация: В том случае, когда вам потребуется обрабатывать заготовки древесины большей толщины – необходимо предусмотреть в станине специальный подъёмный механизм, позволяющий изменять положение диска по высоте.
- Перед изготовлением капитального станка с отдельным приводом следует учитывать рабочую частоту вращения ротора электродвигателя. Выбор этого параметра определяется режимами обработки пиломатериала, с которыми вам чаще всего придётся иметь дело. Для простой нарезки древесных заготовок этот показатель может быть относительно низким, а для получения идеально ровного («чистого») среза вам потребуется более высокая частота вращения.
Важно! Оптимальной для самодельных режущих станков считается частота вращения, не превышающая значения 4500 об/мин . При невысоких оборотах двигателя станина может изготавливаться на основе усиленного деревянного каркаса, достаточно массивного для предотвращения вибраций механизма.
- При составлении эскиза также должны учитываться требования по эргономике, предполагающие удобство управления работой оборудования, а также безопасности обращения с ним. Они касаются порядка расположения кнопок на рабочем пульте, ограничения доступа к режущему полотну, а также электрической защищённости привода или отдельных элементов управления.
После того, как учтены все возможные требования к будущему станку, вы можете приступать к непосредственной его сборке.
Станина на основе металлических профилей (уголков)
Верхнюю часть металлической станины удобнее всего изготовить в виде прямоугольной рамы 600 на 400мм, сваренной из уголков на 25мм. К четырём углам этой конструкции привариваются трубные заготовки длиной 220 мм (рекомендуемый диаметр труб – 17-20 мм).

Станина должна обеспечивать жесткость конструкции станка
На раме с помощью болтов фиксируются два продольных уголка, используемых для крепления вала в подшипниковой обойме.
Расстояние между уголками определяется исходя из длины вала, а применяемые для установки подшипники закрепляются на них специальными хомутами.
Нижняя часть каркаса станины в целях придания ей большей устойчивости изготавливается (сваривается) из металлических уголков на 40 мм.

Для крепления рабочего вала используются подшипник закрытого типа
Поперёк каркаса привариваются две перемычки из этого же материала, используемые для закрепления электродвигателя. Здесь же располагается металлическая площадка, предназначенная для монтажа пусковой аппаратуры.

Подшипники крепятся к станине при помощи специальных хомутов
По углам получившейся конструкции привариваются трубные заготовки длиной, соответствующей размеру труб на верхней раме, но чуть большего диаметра (23-25мм).
Ближе к их краю делаются специальные фиксаторы (барашки), используемые для зажима подъёмных труб верхнего каркаса, перемещаемых при натяжении ремня привода.
Порядок сборки механической части такого станка включает следующие операции:
- сначала берутся подшипники №202 и с силой забиваются на рабочий вал;
- после этого на том же валу с натягом фиксируется шкив, предварительно выточенный на токарном станке и имеющий внутренний диаметр ручья 50мм;
- затем на конце вала нарезается резьба под болт, используемый для зажима режущего инструмента (для более надёжной его фиксации под болт можно будет подложить паронитовые и металлические шайбы);
- по завершении этой части работ переходим к установке привода, изготавливаемого на основе трехфазного асинхронного двигателя мощностью 1,5кВт, (1500 об/мин). На вал такого двигателя насаживается шкив, имеющий внутренний размер ручья примерно 80мм;
- на следующем этапе сборки каркаса две готовые половинки станины соединяются вместе (при этом трубы меньшего диаметра вставляются в большие по размеру);
- в завершении работ на валу натягивается ремень, а затем конструкция фиксируется в этом положении посредством специальных струбцин-«барашков».
Станок на деревянном каркасе
Самый простой и доступный способ изготовления станины для станка предполагает использование для этих целей обычных досок или толстой фанеры. В данном варианте конструкции исполнительный узел размещается непосредственно под столом (столешницей), в котором для режущего полотна проделывается прорезь соответствующих размеров.

Каркас из дерева надежен и прост в изготовлении
В качестве примера нами будет рассмотрен вариант изготовления станины высотой приблизительно 110 — 120 см, предназначенного для закрепления на ней ручной циркулярной пилы. Длину столешницы такой конструкции можно будет изменять в небольших пределах по своему усмотрению.
Обратите внимание! Высоту конструкции при желании можно будет скорректировать, принимая во внимание рост работающего на станке человека. А при необходимости обработки на нём очень длинных досок размеры столешницы могут быть увеличены до требуемой величины. При этом вам придётся побеспокоиться о монтаже дополнительных опорных ножек.
Самый удобный для изготовления столешницы материал – это многослойная клеёная фанера толщиной не менее 50 мм. Однако для этих целей могут выбираться и другие материалы (оргстекло или плиты стеклотекстолита, например). Что касается такого распространённого материала, как ДСП, то его применение в данном случае нежелательно, как не обеспечивающего достаточную прочность поверхности.
Для изготовления станка на деревянной основе вам потребуются перечисленные ниже материалы:
- заготовка листового железа;
- стандартный лист толстой клеёной фанеры;
- пара брусьев сечением 50Ч50 мм;
- толстые доски с типоразмером 50 x 100 мм;
- стальной уголок, необходимый для повышения жёсткости крепления направляющих;
- циркулярная пила;
- две струбцины.
Кроме того, вам придётся запастись следующим комплектом инструмента, без которого сборка станка просто невозможна:
- классические шуруповёрт и электродрель;
- простая ножовка по дереву или электролобзик;
- измерительные инструменты (угольник, рулетка, линейка);
- переносная фреза для обработки древесины.
При отсутствии такой фрезы можно будет воспользоваться помощью друзей или соседей, имеющих в своём хозяйстве фрезерный станок.
Дополнительная информация: Некоторые домашние мастера предпочитают изготавливать столешницы из отслуживших свой срок кухонных столов. Однако такая конструкция не будет отличаться долговечностью, поскольку исходный материал долгое время эксплуатировался во влажном помещении. Вот почему будет разумнее изготовить все элементы конструкции из новых заготовок, что заодно позволит учесть ваши личные вкусы и предпочтения.
Изготовление столешницы
Работы по изготовлению этой части оборудования проводятся в следующей последовательности:
Начинаем с разметки куска фанеры, осуществляемой с тем расчётом, чтобы его края приходились вровень с кромками приготовленного листа железа. После разметки, воспользовавшись ножовкой или электрическим лобзиком, вы можете вырезать фанерную заготовку требуемого размера. При желании можно будет обработать её кромки с помощью фрезы, хотя делать это совсем не обязательно (основное требование, предъявляемое к этому элементу – его надёжность, а не привлекательность).
По завершении указанных операций поверхность столешницы тщательно обрабатывается (затирается) наждачной шкуркой средней зернистости.
Затем на нижней её части предварительно намечается место положения прорези под пильный диск. Для этого необходимо определить размеры подошвы подготовленной к установке циркулярной пилы. Для удобства проведения измерений диск с пилы просто снимается, после чего можно будет без труда определить размеры посадочного места.

Для удобства проведения разметки столешницы диск пилы снимается
По завершении его подготовки следует взять циркулярную пилу и примерить её по месту установки. В случае необходимости производится корректировка положения точек её крепления (одновременно с этим уточняются контуры прорези под пильный диск).
Готовая столешница из фанеры закрывается стальным листом, крепящимся на ней с помощью саморезов. На рабочую поверхность впоследствии можно будет нанести специальную разметку, позволяющую корректировать положение древесной заготовки в процессе её обработки.
Сборка каркаса
Как поперечные, так и продольные брусья каркаса, используемые как рёбра жёсткости, также монтируются на нижней плоскости столешницы. Всего таких планок потребуется четыре:
Две поперечные перемычки, не доходящие до края столешницы на 7-9 см с каждой стороны.
Два продольных бруска, размер которых соответствует тому же условию (они не должны доходить до краёв столешницы примерно на 7-9 см).
С учётом этих ограничений следует наметить точки фиксации продольных брусков и поперечин, в которых последние будут крепиться к столешнице с помощью саморезов подходящего размера.
При разметке точек крайняя из них выбирается приблизительно на удалении 40-50 мм от края бруска (при этом шаг между ними должен быть порядка 23-25 см).
Перед окончательной сборкой каркаса во всех составных деталях (брусках и столешнице) просверливаются сквозные отверстия под саморезы. С лицевой стороны элементы крепления устанавливаются таким образом, чтобы их шляпки были полностью скрыты в материале.
Для повышения прочности будущего каркасного основания примыкающие к столешнице бруски предварительно промазываются столярным клеем.
После сборки конструкция временно фиксируется с помощью струбцин, которые можно будет снять по истечении времени высыхания клея.
Крепление опорных ножек
Ножки стола изготавливаются из брусков подходящего сечения (чаще всего для этих целей используются те же заготовки 50х50 мм). Высота опор выбирается под конкретного человека, т. е. индивидуально.
При этом должен учитываться тот факт, что работать на циркулярном станке удобнее, когда столешница находится на уровне бёдер. Форма ножек перед окончательным их монтажом дорабатывается с учётом того, чтобы они сужались в сторону опорной части (площадь сопряжения с каркасным основанием должна превышать площадь опоры на пол).
Для повышения жёсткости и устойчивости конструкции в ней могут применяться стальные уголки, которые поджимаются таким образом, чтобы обеспечивать дополнительную «распорку» основания. Для их закрепления используются специальные болты с шайбами, устанавливаемые шляпками наружу.
Электрическая схема
В капитальном варианте конструкции циркулярного станка используется автономный привод, включающий в свой состав электродвигатель асинхронного типа, обмотки которого включаются в электросеть по схеме треугольника.

Схема подключения асинхронного двигателя циркулярного станка
Для управления работой и обеспечения автоматического запуска электродвигателя в схеме предусматривается магнитный пускатель, построенный на базе электронного коммутатора (симистора) и трансформатора тока.
Для построения схемы управления станком на деревянном каркасе (вариант, предусматривающий использование ручной циркулярной пилы) достаточно будет продублировать кнопки включения и выключения механизма, выведя их наружу и закрепив на одной из ножек столешницы
Более подробно о подключении электродвигателя станка вы узнаете из видео.
Циркулярная пила – это устройство, которое используется в основном в промышленности, но можно встретить людей, применяющих ее в частных домашних условиях. Некоторые люди стараются сделать ее своими руками. Наиболее ответственной деталью здесь является вал. Чаще всего вал для циркулярки делается на заказ. Для этого нужно обратиться только к высококвалифицированному токарю. Благо, найти сегодня такого не сложно.Однако стоить подобная работа будет достаточно дорого. Есть и альтернативные методы решения данной проблемы. Наиболее простым считается создание вала для циркулярки своими руками. Разумеется, для этого нужен токарный станок.
Возможно даже, что он будет с числовым программным управлением. Придется обзавестись некоторым дополнительным инструментом. Без материалов здесь не обойтись.
Инструменты и материалы
Для того чтобы сделать вал для циркулярки своими руками, нужно предусмотреть наличие следующих инструментов и материалов:
- Резцы различного назначения. Здесь понадобится не только стандартный инструмент, но и канавочный резец.
- Цилиндрический вал соответствующих размеров, который будет сделан из стали 45.
- Измерительный инструмент. В данном случае может понадобиться четкий штангенциркуль. Только с его помощью можно делать максимально четкие замеры, чтобы на выходе получить идеальную деталь.
В основном этого вполне достаточно, чтобы сделать вал для циркулярки. В некоторых случаях могут понадобиться дополнительные измерительные инструменты.
Вернуться к оглавлению
Важные подробности

В случае с валом стоит использовать качественную сталь. Речь идет о материале, который имеет в своем названии цифры 45, разумеется. Речь идет о стали. Обязательно в работе нужно ориентироваться на соответствующий ГОСТ, который описывает расположение валов и посадочных поверхностей. Со стороны крепления пильного диска на одну поверхность садится зажимная внутренняя втулка, подшипники и сам пильный диск.
В результате того, что деталей множество, каждая из них будет иметь свой посадочный размер, который указывается на чертеже. Он должен быть сделан предварительно в соответствии с теми размерами, которые имеет данный инструмент. На них и придется ориентироваться при создании вала циркулярки. Все допуски и посадки в обязательном порядке указываются на чертеже. Для точного измерения используется штангенциркуль. Можно также заранее подготовить калибры с соответствующими размерами. В частных домашних условиях таковые найти достаточно сложно, поэтому зачастую все ограничивается только штангенциркулем.
Вернуться к оглавлению
Процесс изготовления
Итак, у человека имеется весь необходимый инструмент, вал с определенным диаметром, а также чертеж. Для начала нужно закрепить деталь в токарном станке. Вне зависимости от его типа, используется двустороннее крепление. Любой токарный станок имеет шпиндель. Здесь крепится вал с помощью специальных зажимов. С другой стороны располагается задняя бабка. Она поджимает материал сзади. Теперь можно переходить к черновой обработке.
Для этих целей применяется проточный резец. Для черновой обработки используется грубый съем, поэтому к инструменту не предъявляется каких-то определенных требований. Самое главное, чтобы он был наточен. В противном случае на заготовке могут образовываться заусенцы, а это недопустимо. Просто запускается станок, и в соответствии с самым большим диаметром идет обработка.
Нужно оставить небольшой припуск.
Он понадобится для проведения чистовой обработки резцом.

Теперь можно переходить к обработке других поверхностей. Так как посадочных мест достаточно много, каждое из них будет обрабатываться в соответствии с чертежом. Работать стоит на высоких оборотах, чтобы поверхность получалась максимально качественной и гладкой.
После того как черновая обработка будет завершена, можно переходить к чистовому точению. Для этих целей также используется соответствующий резец. Все припуски, которые оставались ранее, придется удалить. Здесь обязательно стоит ориентироваться на чертежные размеры. По ним и идет обработка. Желательно после каждого чистового прохода проверять размер, чтобы на выходе получилась действительно правильная заготовка.
Далее в ход идет канавочный резец. Он служит для точения специальных канавок под шпонки. Таковых здесь будет сразу несколько. Они позволят крепить на валу самые разнообразные детали. Резать обязательно нужно в соответствии с теми размерами, которые имеются на чертеже. После того как работа будет завершена, можно еще раз проверить все имеющиеся размеры.

При необходимости можно снять вал, а затем попытаться надеть на него подшипник и другие детали, которые будут использоваться. Если все крепится нормально, то можно смело констатировать тот факт, что работа проведена грамотно, и, значит, вал для циркулярки готов к эксплуатации. Разумеется, для получения более чистой поверхности можно применить дополнительно наждачную бумагу.
Для обработки заготовки с ее помощью последняя закрепляется снова на свою позицию. Теперь берется лист наждачной бумаги, который проводится по валу. При этом зажатая заготовка должна вращаться. Наждачку стоит использовать не грубую, чтобы получить зеркальный блеск, после этого вал можно снимать со станка. Он полностью готов к установке на циркулярку. Разумеется, придется сделать еще ряд манипуляций и с другими заготовками, чтобы они все идеально садились на него.
На самом деле работа не сложная, но все же лучше обращаться к профессионалам, тем более что не у каждого человека имеется в распоряжении токарный станок. Лучше работу производить на станке с числовым программным управлением, так она заметно упрощается.
Таким образом, работа завершена, значит, можно подводить некоторые ее итоги. Теперь каждый знает о том, как . На самом деле все то, что было описано выше, заключается в обработке простого вала.
В некоторых случаях его можно получить из прутка соответствующего диаметра. Все остатки заготовки впоследствии удаляются. Их можно просто отпилить с помощью ножовки по металлу. Можно использовать и другой инструмент. К примеру, для этих целей идеально подходит болгарка с соответствующим кругом, который способен резать металл. Все зависит от того, что имеется в наличии у человека, в его мастерской.
Для любого домашнего мастера, наличие собственного стационарного распиловочного станка – это экономия времени и безопасность работы.
Можно купить готовую стационарную циркулярку. Стоимость небольших станков начинается от 9000 рублей, более или менее приличные стационарные пилы продаются в ценовом диапазоне от 30 до 100 тысяч.
Несмотря на кажущуюся сложность конструкции, изготовить самодельную циркулярную пилу может любой мастер, имеющий элементарные слесарные навыки. Тем более что в процессе проектирования есть возможность добавить функции, не предусмотренные заводом изготовителем.
Для чего нужна циркулярная пила
Перед началом работ, необходимо определить основные задачи распиловочного станка. Если вам нужно просто напилить дрова на зиму, или производить элементарные плотницкие работы вроде изготовления забора – достаточно крепкого стола с прорезью для диска пилы. Такие варианты популярны в сельской местности.
Циркулярка для работ с бревнами
Разумеется, ни о какой безопасности и функциональности при использовании такого устройства не может быть и речи.
В некоторых подобных «моделях» присутствует вал для закрепления ножей рубанка или фуганка. Как правило, из уголка или швеллера варится станина, на ней закрепляется электродвигатель от списанной заводской вентиляции, и при помощи шкива крутящий момент передается на диск. Подробно описывать технологию изготовления подобного станка не имеет смысла.
Другое дело, если вы хотите производить столярные работы. В этом случае необходим координатный стол с направляющими, которые фиксируются под разными углами.
Поскольку на такой стационарной пиле можно работать с заготовками малого размера – необходимо позаботиться о безопасности оператора. Желательно предусмотреть регулировку скорости вращения и возможность легкой смены дисков с разными диаметрами.

Обязательно над диском установите защитный кожух, а вращающиеся части привода закройте крышками. Пусковое устройство оснащается аварийным выключателем, а кнопка «стоп» размещается в доступном месте и делается крупного размера.

Не промахнешься при аварии
Как сделать циркулярку, соблюдая баланс между экономией, функциональностью и безопасностью
Рассмотрим основные узлы, из которых состоит домашняя циркулярная пила. Изготовить их самостоятельно можно, но при наличии определенных навыков и инструмента.
Каркас можно изготовить из металлического уголка (швеллера), купленного у сборщиков металлолома. Если вы располагаете средствами – обратитесь на склад металлопроката. Ножки допустимо делать из старых водопроводных труб, соединив их уголками.

Хороший вариант самодельной станины из металлопроката
ВАЖНО! Использование болтовых соединений запрещено, поскольку из-за вибрации такое крепление раскрутится.
Необходимо использовать электросварку. Обязательно усильте угловые соединения укосиной. Верхнюю часть станины (на которую будет опираться стол) и подиум для электромотора делают из уголка со стороной не меньше 50 мм.
Если станок оснащен колесами для передвижения – они должны быть со стальными ободами и иметь фиксаторы. Чем выше масса станины – тем устойчивей будет станок, и тем безопаснее будет работа.
Из чего сделать стол для циркулярной пилы?
Рабочая поверхность изготавливается из стального, дюралевого или силуминового листа. Допустимо применять текстолит, оргстекло или влагостойкую фанеру. Поверх фанеры набивается оцинкованная жесть.
Главное условие – материал не должен трескаться от вибраций , иметь гладкую поверхность и не допускать прогибов под весом не менее 50 кг. Если столешница треснет или перекосится – диск циркулярки заклинит.
Универсальный самодельный стол для циркулярной пилы и фрезера. Рекомендую это видео к просмотру
Это приведет к травмам и порче заготовки. Использование популярных материалов OSB и ДСП нежелательно. Эти материалы неустойчивы к вибрациям, и могут разрушиться в самый ответственный момент.
Есть два варианта изготовления рабочего паза для циркулярного диска:
- Можно пропилить паз.
- или разместить две половинки столешницы на расстоянии друг от друга.
Без циркулярной пилы сложно себе представить столярную мастерскую, так как самая основная и распространенная операция – это именно продольное пиление заготовок. О том, как сделать самодельную циркулярную пилу и пойдет речь в данной статье.
Введение
Станок состоит из трех основных конструктивных элементов:
- основание;
- распиловочный стол;
- параллельный упор.
Основание и сам распиловочный стол – это не очень сложные конструктивные элементы. Их конструкция очевидна и не столь сложна. Поэтому в данной статье мы будем рассматривать наиболее сложный элемент – параллельный упор.

Итак, параллельный упор – это подвижная часть станка, которая является направляющей для заготовки и именно вдоль нее движется заготовка. Соответственно от параллельного упора зависит качество реза по тому, что если упор будет не параллельным, то возможно или заклинивание заготовки или кривой пил.
Кроме того, параллельный упор циркулярной пилы должен быть довольно жесткой конструкцией, так как мастер прилагает усилия, прижимая заготовку к упору, и если будут возможны смещения упора, то это приведет к непараллельности с последствиями, указанными выше.

Существуют различные конструкции параллельных упоров в зависимости от приемов его крепления к циркулярному столу. Приведем таблицу с характеристиками этих вариантов.
| Конструкция параллельного упора | Достоинства и недостатки |
| Крепление в двух точках (спереди и сзади) | Достоинства: · Довольно жесткая конструкция, · Позволяет поместить упор в любое место циркулярного стола (слева или справа от пильного диска); · Не требует массивности самой направляющейНедостаток: · Для крепления мастеру нужно произвести зажим одного конца спереди станка, а также обойти станок вокруг и закрепить противоположный конец упора. Это очень неудобно при подборе необходимого положения упора и при частой переналадке является существенным недостатком. |
| Крепление в одной точке (спереди) | Достоинства: · Менее жесткая конструкция, чем при креплении упора в двух точках, · Позволяет поместить упор в любое место циркулярного стола (слева или справа от пильного диска); · Для изменения положения упора, достаточно выполнить его фиксация с одной стороны станка, там, где располагается мастер в процессе пиления.Недостаток: · Конструкция упора должна быть массивной, чтобы обеспечить необходимую жесткость конструкции. |
| Крепление в пазу циркулярного стола | Достоинства: · Быстрая переналадка.Недостаток: · Сложность конструкции, · Ослабление конструкции циркулярного стола, · Фиксированное положение от линии пильного диска, · Довольно сложная конструкция для самостоятельного изготовления, особенно из дерева (делается только из металла). |
В данной статье мы разберем вариант создания конструкции параллельного упора для циркулярки с одной точкой крепления.
Подготовка к работе
Прежде чем приступить к работе, необходимо определиться с необходимым набором инструмента и материалов, которые понадобятся в процессе работы.
Для работы будут использованы следующие инструменты:
- Циркулярная пила или можно использовать .
- Шуруповерт.
- Болгарка (Угло-шлифовальная машинка).
- Ручной инструмент: молоток, карандаш, угольник.
В процессе работы также понадобятся следующие материалы:
- Фанера.
- Массив сосны.
- Стальная трубка с внутренним диаметром 6-10 мм.
- Стальной стержень с наружным диаметром 6-10 мм.
- Две шайбы с увеличенной площадью и внутренним диаметром 6-10 мм.
- Саморезы.
- Столярный клей.
Конструкция упора циркулярного станка
Вся конструкция состоит из двух основных частей – продольной и поперечной (имеется в виду – относительно плоскости пильного диска). Каждая из этих частей жестко связана с другой и является сложной конструкцией, которая включает в себя набор деталей.



Усилие прижатия достаточно большие, чтобы обеспечить прочность конструкции и надежно зафиксировать весь параллельный упор.

С другого ракурса.

Общий состав всех деталей выглядит следующим образом:
- Основание поперечной части;
- Продольная часть
- , 2шт.);
- Основание продольной части;
- Зажим
- Рукоятка эксцентрика
Изготовление циркулярки
Подготовка заготовок

Нужно отметить пару моментов:
- плоскостные продольные элементы делаются из , а не из массива сосны, как другие детали.





На 22 мм сверлим отверстие в торце под ручку.

Лучше это сделать с помощью сверления, но можно и просто набить гвоздем.

В циркулярной пиле, используемой для работы, используется самодельная подвижная каретка из (или как вариант можно сделать «на скорую руку» фальш-стол), который не очень жалко деформировать или испортить. В эту каретку в размеченное место заколачиваем гвоздь и откусываем шляпку.



В итоге получим ровную цилиндрическую заготовку, которую нужно обработать ленточной или эксцентриковой шлифмашинкой.

Делаем рукоятку – это цилиндр диаметром 22 мм и длиной 120-200 мм. Затем вклеиваем ее в эксцентрик.

Поперечная часть направляющей
Приступаем к изготовлению поперечной части направляющей. Она состоит, как было сказано выше из следующих деталей:
- Основание поперечной части;
- Верхняя поперечная прижимная планка (с косым торцом);
- Нижняя поперечная прижимная планка (с косым торцом);
- Торцевая (фиксирующая) планка поперечной части.
Верхняя поперечная прижимная планка
Обе прижимные планки – верхняя и нижняя имеют один торец не прямой 90º, а наклонный («косой») с углом 26,5º (если быть точным, то 63,5 º). Эти углы мы уже соблюли при распиловке заготовок.

Верхняя поперечная прижимная планка служит для перемещения по основанию и дальнейшей фиксации направляющей прижатием к нижней поперечной прижимной планке. Она собирается из двух заготовок.






Обе прижимные планки готовы. Нужно проверить плавность хода и удалить все дефекты, мешающие ровному скольжению, кроме того, нужно проверить плотность прилегания наклонных кромок; зазоров и щелей быть не должно.
При плотном прилегании прочность соединения (фиксация направляющей) будет максимальной.

Сборка поперечной всей части



Продольная часть направляющей
Вся продольная часть состоит из:
- , 2шт.);
- Основание продольной части.
Этот элемент выполняется из по тому, что поверхность ламинированная и более гладкая – это уменьшает трение (улучшает скольжение), а также более плотная и прочная – более долговечная.

На этапе формирования заготовок мы уже напилили их в размер, осталось только облагородить кромки. Это делается с помощью кромочной ленты.

Технология кромления проста (можно даже утюгом приклеить!) и понятна.
Основание продольной части



А также дополнительно фиксируем саморезами. Не забываем соблюсти угол 90º между продольными и вертикальными элементами.

Сборка поперечной и продольной частей.


Вот тут ОЧЕНЬ!!! важно соблюсти угол 90º, так как именно от него будет зависеть параллельность направляющей с плоскостью пильного диска.


Установка эксцентрика





Установка направляющей
Пришло время закрепить всю нашу конструкцию на циркулярный станок. Для этого нужно прикрепить планку поперечного упора к циркулярному столу. Крепление, как и везде, осуществляем на клей и саморезы.



… и считаем работу законченной – циркулярная пила своими руками готова.
Видео
Видео, по которому делался этот материал.
Сначала скажу о своем хобби. Люблю мастерить: создавать своими руками нужные в доме вещи, повышающие комфортность и украшающие жилище. Особенно мне нравится работать с деревом - плотничать, столярничать. Желание иметь в своем пользовании "помощника", ускоряющего работу и повышающего ее качество, послужило главным мотивом к созданию представляемого комбинированного станка для получения столярных заготовок, а можно сказать - деревообрабатывающего мини-комплекса.
Мой практический, хотя и небольшой опыт работы на промышленных станках, как деревообрабатывающих, так и металлорежущих, оказался весьма полезным при проектировании и изготовлении этого мини-комплекса. Теперь с его помощью можно производить самую различную обработку: пиление (как в продольном, так и поперечном направлении волокон); строгание; шлифование и полирование, точение и сверление (да мало ли еще чего - все трудно перечислить) изделий из дерева, а некоторые операции даже из металла.
Мини-комплекс состоит из двух, в общем-то, независимых, станков (если не считать, что первый служит для второго основанием или опорой). Первый - это циркулярная пила с электрофуганком. Второй - токарно-сверлильный станок.
Сегодня разговор пойдет о первом Рассмотрим его устройство подробнее Но прежде всего отмечу, что спроектирован он, так сказать, по агрегатной схеме (ножи фуганка и дисковая пила имеют общий привод и закреплены на одном рабочем валу - роторе). Данное решение позволило мне сделать конструкцию более простой и технологичной, что, несомненно, сказалось на рациональном размещении основных узлов и агрегатов. В этом станке есть узлы как промышленного изготовления, так и заказанные профессионалам и, конечно же, сделанные собственными руками. Имеются даже необычные детали, например, опорная часть станка - рама, не что иное, как "ноги" от старой швейной машины. И она удачно вписались в общую конструкцию практически без переделок, а точнее - ширину стола рубанка подогнал под ее соответствующий размер. Основные части станины (царги, поперечины, дистанционные подложки) были изготовлены из швеллера №5. Обе конструкции: рама и станина - сварные.
Установленный на станке трехножевой ротор с двусторонними (обоюдоострыми) ножами фуганка, пильные диски с твердосплавными напайками, различного рода приспособления позволяют получать изделия из пиломатериала высокого качества. В режиме фугования (строгания) ширина обработанной поверхности составляет 260 мм, а глубина резания - до 2 мм.
Привод фуганка и циркулярной пилы
Столы (приемный и отводной) фуганка и пульт управления (на переднем плане)

Деревообрабатывающий станок-фуганок и "циркулярка" (нажмите для увеличения):
1 - рама (от ножной швейной машинки, стальной штампованный швеллер 50x50x50, 4
шт.; 2 - шарнирно закрепленная подмоторная площадка; 3 - дополнительная стойка рамы
для крепления подъемного стола "циркулярки" (уголок 50x50, 2 шт.; 4 - лоток
(дюралюминиевый лист s1,5); 5 - продольная царга (прокатный швеллер № 5,2 шт.; 6
- подстольная дистанционная подложка (прокатный швеллер № 5, 4 шт.; 7 - дисковая пила
(Ø300x32); 8 - пульт управления; 9 - подрамник подъемного стола "циркулярки" (уголок
№ 5); 10 - механизм подъема стола "циркулярки" (домкрат); 11 - поперечная царга
(прокатный швеллер № 5, 2 шт.; 12 - фуганок; 13 - ведомый шкив; 14 - клиновой
ремень (2 шт.; 15 - ведущий шкив клиноременной передачи; 16 - электродвигатель (N=3 кВт, n=1500
об/мин, U=380 В); 17 - поперечная связь (стальной профиль, 4 шт.; 18 - отводящий
стол фуганка; 19 - приемный стол рубанка; 20 - подъемный стол "циркулярки"; 21
- направляющая устройства торцовки (труба Ø17); 22 - корпус подшипника
рабочего вала (2 шт
Ротор (или рабочий вал) - наиболее важная, сложная и ответственная деталь станка. К тому же он является общим для фуганка и циркулярки. Его я изготовил (а вернее заказал токарю, а потом фрезеровщику) сообразно чертежам, опубликованным в статье "Мал, да универсал" В. Автуха из белорусского г. Гродно в журнале "Моделист-конструктор" № 11 за 2003 год. Но поскольку деталь эта очень ответственная, а публикация была достаточно давно, приведу чертеж ротора еще раз, тем более, что в него внес свои изменения: например, удлинил ножи, а соответственно и ротор, посадочные места (цапфы) под другие подшипники и т.д.
В этом же номере журнала "подсмотрел" и механизм подъема стола "циркулярки" - регулировкой высоты его на станке, заменив дисковую пилу на подходящую фрезу (или той же пилой за один или несколько проходов), можно производить выборку пазов, "четвертей" и фальцев различных размеров.
Пильный диск имеет диаметр 300 мм и позволяет за один проход обеспечить максимальную высоту распила (или глубину паза) до 80 мм. Обрезанию кромок доски под разными углами помогает приспособление, монтируемое на краю рабочего стола циркулярной пилы. Этот скользящий механизм (назову его салазками) очень удобен при обработке торцевых кромок доски.
Надежность данного станка была проверена в процессе создания другого станка - токарного. Работая над его станиной, я в течение трех часов подряд прорезал продольные направляющие продолговатые отверстия (пазы) на верхних полках ее швеллеров при помощи отрезных кругов, установленных на месте пильного диска, а затем производил их шлифование.

Стол фуганка:
1 - продольный элемент обвязки (уголок 45x45, 2 шт.; 2 - задний элемент обвязки
(уголок 45x45); 3 - передний элемент обвязки (уголок 45x45); 4 - столешница
(стальной лист s5)

Рамка подмоторной площадки:
1 - продольный элемент обвязки (стальной штампованный швеллер № 5, 2 шт.; 2 -
поперечный элемент обвязки (стальной штампованный швеллер № 5,2 шт.; 3 -
проушина подвески рамки (стальной лист s5, 2 шт.; 4 - поперечная связь рамы; 5 -
проушина поперечной связи (стальной лист s5, 2 шт.; 6 - ось подвески рамки
(сталь, круг 20); 7 - шплинт

Ротор фуганка и дисковой пилы (нажмите для увеличения):
1 - винт М8 с пружинной шайбой; 2 - прижимная шайба O35x25 (сталь, лист s4);
3 - ведомый двухручьевой шкив; 4 - крышка корпуса подшипника (2 шт.; 5-подшипник
18037 (2 шт.; 6 - корпус подшипника (2 шт.; 7 - ротор (сталь 45); 8 - упорная
шайба; 9 - диск пилы; 10 прижимная шайба; 11 - гайка М20; 12-прижимная планка ножа
(3 шт.; 13-нож фуганка, 3 шт.; 14 - распорка (винт М6, 12 шт.
Подъемный стол циркулярной пилы с механизмом торцевания заготовок
На середине станины (половине длины) установлен рабочий вал, подшипниковые узлы которого закреплены на ней при помощи болтов М20х1,5 длиной 70 мм. Привод вала осуществляется с левой стороны. Если смотреть со стороны места работающего, то левую часть составляет ножевая часть строгальной головки. На правой стороне расположена шейка вала диаметром 32 мм. В зависимости от производимой операции на ней могут быть установлены: циркулярная пила, фреза, наждачный, шлифовальный или отрезной круг. Важно! Гайка крепления инструмента на валу имеет правую резьбу. Рабочая поверхность станка сформирована из трех стальных плит (столов). Две плиты расположены по сторонам от строгального ротора (вала). Первая - приемный стол, располагается ближе к столяру, второй стол - отводящий. Оба стола имеют одинаковые размеры. Специального механизма регулировки высоты относительно режущего инструмента у отводящего стола нет, и эта операция осуществляется по мере необходимости с помощью стальных прокладок.
Поверхности столов изготовлены из стального листа толщиной 5 мм в форме перевернутых лотков (или желобов), установленных в рамки из уголков 45x45 и приваренных к ним.
Стол циркулярной пилы, напротив, в процессе работы может быть легко выставлен по высоте относительно пильного диска с помощью встроенного подъемного механизма. На правой стороне стола "циркулярки" на продольной направляющей размещен механизм, имеющий шкалу установки угла, при помощи которого можно производить торцевание концов досок, причем не только под прямым, но и под любым другим углом. За основу этого механизма взято соответствующее приспособление для ручной ножовки.
Замечу, что описанное приспособление легко убирается: снимается или опускается вниз. Продольная направляющая изготовлена из стальной трубы диаметром 17 мм, ее крепление производится с помощью кронштейнов-ушков на краях стола циркулярной пилы.
На этой же стороне данного же стола посредством прижимных брусков болтами М10 к столу крепится направляющая планка, выполненная из стального прокатного уголка 50x50 мм. Расстоянием между диском пилы и планкой определяется ширина отрезаемой заготовки. А сама планка помогает выдержать заданную ширину по всей длине заготовки без разметки последней.

Механизм подъема стола "циркулярки" и крепление к столу направляющей планки
(нажмите для увеличения):
1 - рама, 2 - упорная поперечина рамы (уголок 50x50); 3 - домкрат (винт М20х2);
4 - упорная поперечина подъемного стола (уголок 45x45); 5 - стопор подъемного стола
(специальный винт М12х1,5,2 шт.; 6 - дисковая пила; 7 - направляющая планка; 8 - царга
(уголок 40x40, 4 шт.; 9 - стойка подъемного стола (уголок 40x40, 2 шт.;
10 - подкос (уголок 40x40, 2 шт.; 11 - столешница; 12 - дополнительная стойка рамы;
13 - прижимной брусок (сталь, 2 шт.; 14 - полушпилька-фиксатор с гайкой М10 (2
компл; 15 - специальный винт М10,2 шт
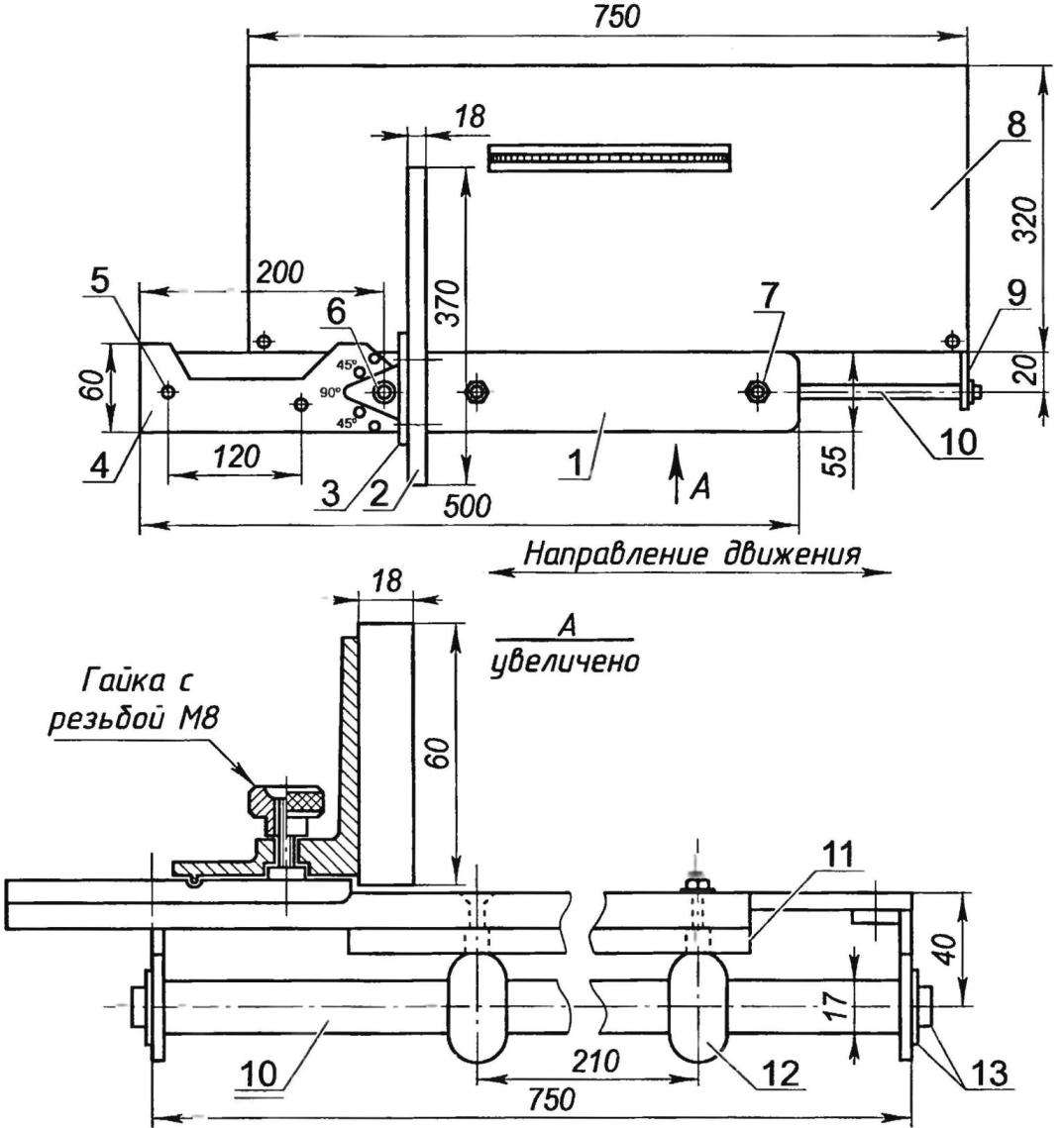
Механизм для торцевания заготовок (детали поз. 3,4,6 использованы от
приспособления для ручной ножовки) (нажмите для увеличения):
1 - основание (доска s15); 2 - упор (доска s18); 3 - стойка (сталь); 4 - пластина со
шкалой (сталь); 5 - крепление пластины к основе (болт М8,2 шт.; 6 - стопор
(специальная гайка М8 с накаткой); 7 - крепление втулок к основанию (гайка М8, 2
шт.; 8 - подъемный стол "циркулярки"; 9 - кронштейн крепления направляющей к столу
(стальной лист s5, 2 шт.; 10 - направляющая штанга (труба Ø17); 11 - подкладная
пластина (сталь, лист s5); 12 - втулка (сталь, 2 шт.; 13 - крепление
направляющей штанги (винт М12, 2 шт
Привод ротора - рабочего (инструментального) вала - осуществляется двухручьевой клиноременной передачей (хотя на практике использую только один ремень) от трехфазного (380 В) электродвигателя мощностью 3 кВт с частотой вращения 1500 оборотов в минуту. Двигатель располагается в самом низу внутри рамы и закреплен шарнирно на подвешенном консольно подрамнике, что позволило решить проблему натяжения ремня без дополнительного ролика. Для обеспечения качественной обработки материала частота вращения рабочего вала была увеличена за счет ускоряющей клиноременной передачи. У привода диаметр шкива мотора больше диаметра шкива рабочего вала в полтора раза, следовательно, ножевой ротор и дисковая пила вращаются с угловой скоростью около 2250 оборотов в минуту. Питание электродвигателя осуществляется через четырехжильный кабель, электропроводка выполнена со всеми требованиями норм безопасности, рама имеет заземление. На случай короткого замыкания или перегрузок пусковой автомат способен почти мгновенно отключить электропитание в автоматическом режиме. После работы станок следует обесточить, очистить от опилок и пыли.
Станок функционирует уже шесть лет. Провожу регламентные работы: шприцую подшипниковые узлы, проверяю исправность крепления ножей фуганка, состояние зубьев пильного диска, осматриваю клиновые ремни привода и кабели питания станка.
Не лишним будет напомнить о том, что станок относится к механизмам повышенной опасности. Вращающиеся детали и не используемые режущие инструменты необходимо закрывать закрепленными кожухами. Работа на станке требует предельной концентрации внимания, соблюдения правил техники безопасности. Не спешите, не прикладывайте силу для ускорения процесса, трудитесь в свое удовольствие. Рабочее место столяра должно быть хорошо освещено, пространство около станка - достаточно свободным, покрытие пола не скользким.





